
射出成形機と聞くと、一般的には「横型」を思い浮かべる方が多いと思います。
金型が横方向に開閉し、成形品を取り出す。いわゆるスタンダードなスタイルです。
横型の特徴はシンプルで、
・金型を開けば、成形品はそのまま自重で落下して取り出せる
・高さ方向の動きが少なく、設備設計の自由度が高い
といった扱いやすさがあります。
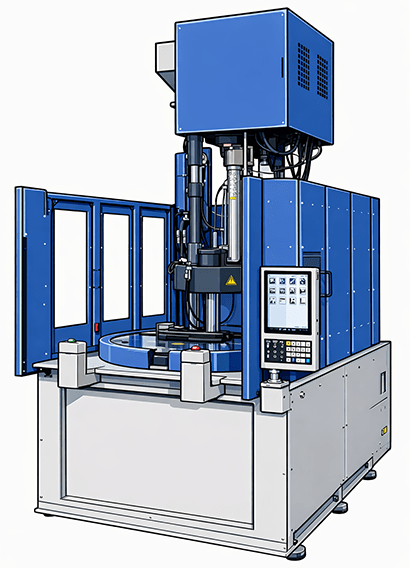
では、竪型射出成形機の特長は?
竪型射出成形機は、金型が縦方向に開閉します。
この構造が、横型との大きな違いです。一見すると単なる配置の違いですが、実はここに大きな意味があります。
竪型では、ワーク(部品)を重力方向に保持できるため、
金属パーツなどを金型内に置く
そのままズレずに固定される
樹脂で一体化する
といったインサート成形に非常に向いているのです。
さらに、ロータリー機構を持つ竪型の場合、もう一つの特徴が出てきます。下金型が複数面あることで、
片側で成形
もう片側で取り出し+次のセット
という作業を同時並行で進めることが可能になります。
つまり、成形の待ち時間を減らせる=サイクル短縮につながるということです。これは、人手作業や自動化を組み合わせる現場では、かなり効いてくるポイントです。
もちろん、竪型にもデメリットはあります。
高さ方向のスペースが必要になることに加え、成形品を自動落下で取り出すことができません。
また、構造上どうしても重心が高くなりやすいため、設備設計には一定の配慮が求められます。
整理すると、
インサート成形・多工程・省スペース → 竪型
量産性・自動化・安定運用 → 横型
という住み分けになります。
成形品や生産工程に合わせてどちらの射出成形機を選定してくのかが重要ですね。